
Precision
AF Engineering
Applying advanced Vacuum AS Coating to engineer low-surface-energy interfaces. Our process repels oils and fluids while achieving a silk-touch friction coefficient of <0.05 -- the benchmark for professional-grade anti-smudge nano coating.
Molecular Bonding
Efficiency
Unlike temporary spray-on solutions, Winson's Vacuum AS Coating forces AF molecules to form permanent covalent bonds with the substrate lattice. This is not a coating that sits on top -- it is a surface transformation, which is precisely why our friction coefficient <0.05 is reproducible at scale.
Atomic-Level Adhesion
By optimizing vacuum pressure and evaporation temperature, we ensure AF molecules integrate into the material surface, eliminating the risk of delamination under extreme friction.
Multi-Substrate Versatility
Our process is calibrated for diverse materials -- from Sapphire and Borosilicate to high-performance Optic Plastics (PC/PMMA) -- maintaining uniform thickness across 2.5D/3D geometries.
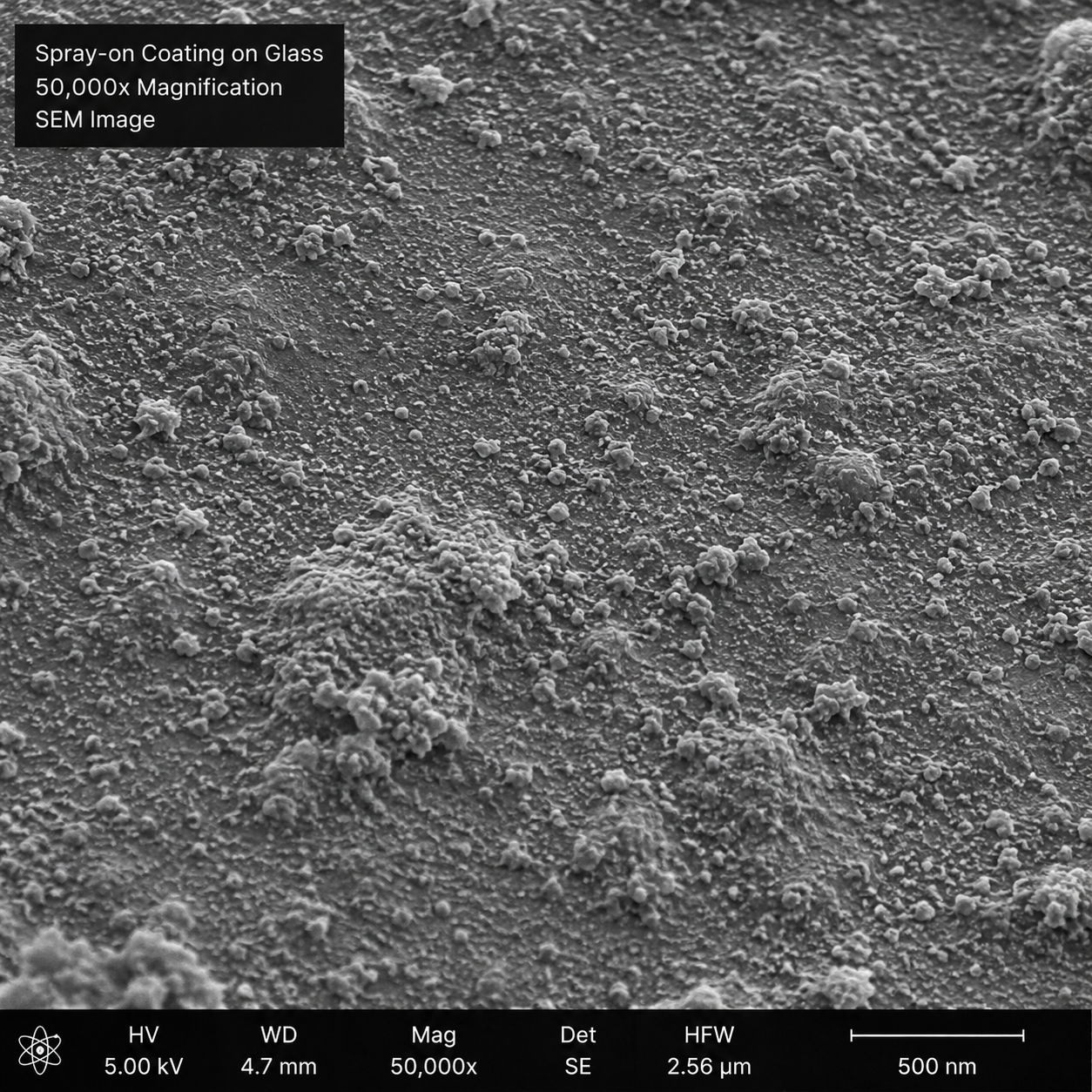
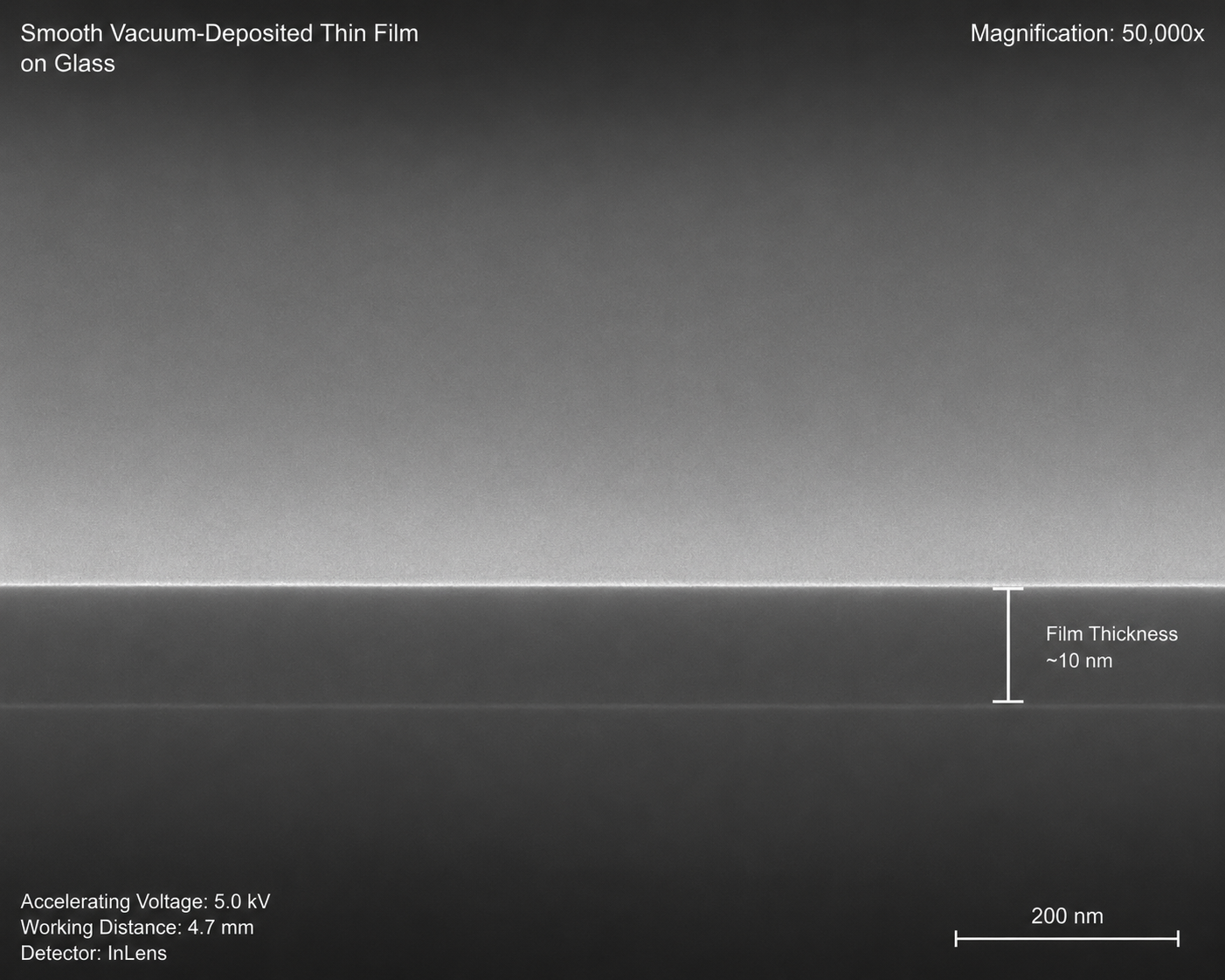
Why CoF <0.05 matters: Vacuum evaporation achieves an atomically flat fluoropolymer layer that eliminates micro-scale asperities -- the root cause of tactile drag -- unreachable by spray-on methods.
The Physics of
Endurance
While manual spraying relies on mechanical friction, Winson's processing utilizes Thermal Evaporation to transform solid fluoropolymers into a high-energy molecular stream.
Atmospheric Purity Control
By eliminating air molecules in a deep-vacuum chamber, we prevent oxidation during the deposition phase. This results in a 99.9% pure AF shield that won't yellow or degrade under UV exposure.
Nano-Scale Precision
Our automated control system monitors the evaporation rate in real-time, ensuring a uniform thickness of 12nm (±2nm) across the entire substrate surface, even for complex 3D optical lenses.
Customized For Your Substrate
Sustainable performance engineered for high-traffic industrial environments.

AF on Cover Glass
High-strength bonding for Aluminosilicate and Soda-Lime glass. Optimized for HMI panels and mobile touch interfaces.

AF on Optic Plastic
Specialized solution for PC/PMMA. Combines with UV-Hard Coating to provide both surface hardness and superior anti-smudge properties.

Anti-Bacterial Hybrid
Designed for medical and shared-use public kiosks. Prevents bacterial growth while maintaining easy-clean hydrophobic performance.
How Inferior
Anti-Smudge Nano Coating
Actually Fails
Most vendors never show you the degradation curve -- because theirs collapses. We built our quality protocol around understanding exactly where and why AF films fail under real-world stress. Winson AF maintains a contact angle above 105° after 24 hours of combined UV irradiation and acid-alkali cycling -- a threshold most commodity coatings fail within 4 hours.
UV Degradation Pathway
UV-B photons (280-315nm) break C-F bonds in low-purity fluoropolymer chains. Commodity AF films show contact angle drop from 115° → 72° within 8h UV exposure (UV-B, 1.5 W/m²). Winson's 99.9% purity vacuum layer retains 108°+ after 24h.
Acid-Alkali Hydrolysis
In pH 3.0 (acid) and pH 11.0 (alkali) 24H immersion, spray-on AF layers hydrolyze at silane anchor points. Winson's covalent-bonded vacuum layer shows <5° contact angle loss -- validated per ISO 9211-3 chemical resistance protocol.
Contact Angle Retention Under Stress
UV + Acid-Alkali Degradation Curve
*UV-B 1.5W/m² + pH3.0/pH11.0 alternating 2h cycles. Substrate: 1.1mm Aluminosilicate Glass. Protocol: ISO 9211-3.
Process Selection Matrix
Optimized for specific industrial stress levels. All variants achieve Friction Coefficient <0.05 via Vacuum AS Coating.
| Technical Specs | Standard Vacuum AF | AF + AG (Etched) | Hybrid AF + HC |
|---|---|---|---|
| Water Contact Angle (Initial) | 115° ± 2° | 110° ± 3° (Textured) | 115°+ (Optimized) |
| Surface Hardness (Pencil) | 7H - 9H (Substrate Dep.) | 6H - 8H | ≥3H on Plastic / 9H on Glass |
| Abrasion Resistance (Steel Wool) | 20k Cycles (Angle >100°) | 15k Cycles (Angle >95°) | 30k+ Cycles (Industrial Grade) |
| Total Haze (%) | <0.1% | 3.0% - 12.0% (Customizable) | <0.5% (High Clarity) |
|
Cost Effectiveness
|
★★★★★ Highest ROI · Entry-level pricing · Best for volume orders | ★★★★★ Mid-range · Dual-function value · Etching adds cost | ★★★★★ Premium tier · Long-term asset · Lowest TCO for plastic |
|
Lead Time
|
Fastest
Prototype: 5-7 days · Mass Production: 10-15 days |
Medium
Prototype: 7-10 days · Mass Production: 15-20 days |
Technical Focus
Prototype: 10-12 days · Mass Production: 18-25 days |
*All abrasion tests performed using 0000# Steel Wool, 1kg load, 40 times/min. Substrate: 1.1mm Aluminosilicate Glass. Lead times are indicative and subject to order volume.
Beyond
Visual Inspection
Protocol: ISO 2409 / ASTM Certified
Steel Wool Abrasion
Using #0000 industrial wool under 1kg load. We track contact angle degradation every 5,000 cycles to ensure ultra-long-term hydrophobic stability.


Artificial Sweat Test
24H immersion in pH 4.7 & 8.8 environments. Critical for HMI panels and industrial devices with high-frequency human contact.
Mechanical Adhesion
A lattice-cut test (ASTM D3359) followed by tape-pull ensures the nano-layer is physically integrated with the substrate lattice.


Salt Spray Exposure
48H+ NaCl mist exposure (NSS) ensuring zero oxidation and haze. Mandatory for maritime and high-humidity industrial terminal displays.
ISO 9001 Certified · Shenzhen Manufacturing
Your Specs Deserve a Straight Answer,
Not a Sales Pitch.
Send us your drawings or requirements. Iris and our engineering team will assess feasibility, flag real-world tolerance risks, and return a documented quote -- within 24 hours.
Glass prototyping: 10-15 days · Plastic prototyping: 3-5 days · 100% inspection on every batch.

Iris
Chief Procurement Strategist · Winson Optics
12 Years B2B Sourcing · Ex-Senior Buyer → Manufacturer Partner (2025)
"Same 115° Contact Angle. Completely Different Lifespan.
Here's What the Abrasion Data Actually Shows."
"A lot of buyers ask me: if both suppliers quote 115° contact angle, why is Winson's AF coating 10% more expensive? I always give the same answer -- I show them the 30,000-cycle steel wool abrasion test data. A cheap AF coating is essentially a consumable. It looks perfect on day one and degrades past the functional threshold around 2,000 rubs. Our AF is specified as a durable surface asset -- it retains above 105° contact angle after 24 hours of combined UV and acid-alkali stress exposure. That number isn't pulled from a spec sheet. It's the difference between a field warranty claim and a 5-year repeat order."
The Metric That Actually Matters
Contact angle retention rate after abrasion -- not the initial value. A curve of 115° → 108° after 30k cycles is operationally better than 115° → 68° every single time.
A Common Buyer's Trap
Vendors who only provide fresh samples are hiding the degradation curve. Always request 6-month field data or a post-test contact angle report at 20,000+ cycles before approving a supplier.
What We Ship With Every Batch
We only release product that passes our internal 30,000-cycle protocol. Every shipment includes a QC card with the post-abrasion contact angle result -- not just the initial coating spec.